
What’s the compression ratio
Compression ratio is very important for pellets making. We usually say, for different materials need different dies – the differences are diameter and compression ratio. The diameter is easy to understand. 6mm dies can produce 6mm+ pellets; 8mm dies can produce 8mm+ pellets. The diameter can be chosen, not restricted by raw materials; while the compression ratio is limited by the materials. Client should use die with correct compression ratio, otherwise he can’t get pellets in good quality.
Some new client don’t understand compression ratio, even some of the pellet machines’ owner have no idea about it. In this blog we well explain about the compression ratio.
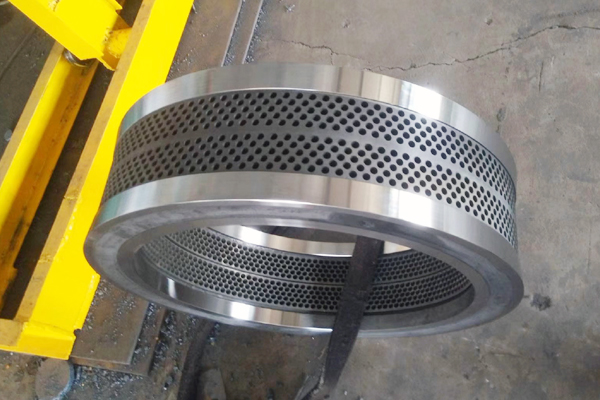
Below is the schematic diagram for ring die, in the schematic diagram you can see the “holes”, “total thickness”, “effective length”. This schematic diagram is the ring die for wood pellet machine LPN760 and NPM760, the diameter is 6 mm. Along the hole you can see three parts, at the inner end of the hole is a horn-shaped part, then 6 mm diameter straight part and 6.8-7 mm diameter straight part. During production, not the entire thickness of the die is used to press the material, only the middle part (6 mm part in this schematic diagram) of the die is effective, and at the both ends are release holes. The effective length (the left two parts) decides compression ratio.
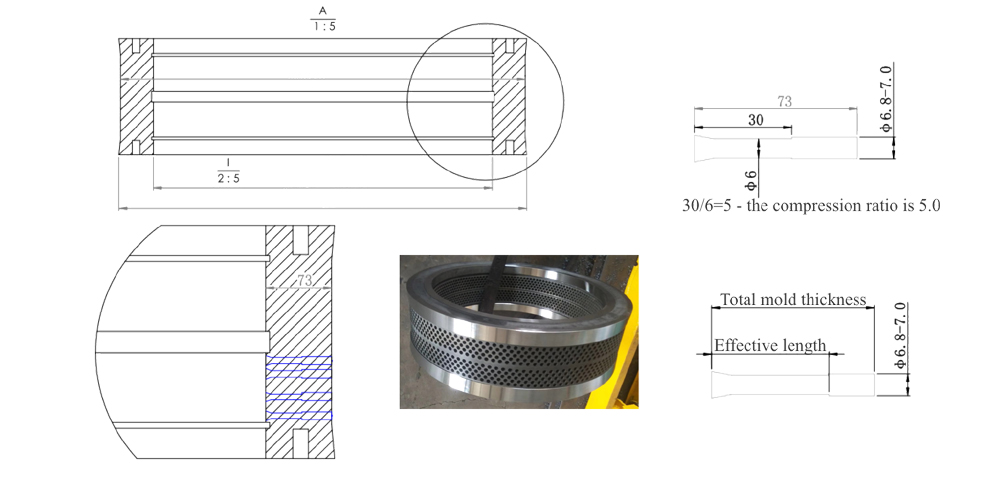
For this 6 mm, 760 model ring die, the total thickness is 73 mm, effective length is 30 mm, the compression ratio is 30/6=5.0. If the effective length is 27 mm, then 27/6=4.5 – the compression ratio is 4.5. By the same calculation, 6.5 compression ratio’s effective length is 39 mm; 7.0 compression ratio’s effective length is 42mm. For hard wood should use short effective length (small compression ratio); for soft wood should use long effective length (big ratio).
For confirming correct compression ratio, especially for the beginners and new materials, need to test. Our factory can offer free test.


Leave a Reply
Want to join the discussion?Feel free to contribute!